Producten




Shell-vormzandgieten
Wat is het Shell Mold-zandgieten
Schelpenzandgieten is een metaalgietproces waarbij met hars bedekt zand wordt gebruikt om een mal te maken. Het proces omvat het creëren van een patroon van het gewenste onderdeel, dat vervolgens wordt bedekt met een dunne laag hars en zandmengsel. Dit gecoate patroon wordt vervolgens verwarmd om de hars uit te harden en een harde schaalvorm te creëren.
Zodra de schaalvorm is gemaakt, wordt deze uit het patroon verwijderd en met andere schaalvormen samengevoegd om een volledige vormholte te vormen. Gesmolten metaal wordt vervolgens in de holte gegoten en zodra het stolt, wordt de schaalvorm weggebroken om het uiteindelijke metalen gietstuk zichtbaar te maken.
Schelpenzandgieten staat bekend om zijn hoge maatnauwkeurigheid, goede oppervlakteafwerking en het vermogen om complexe vormen te produceren. Het wordt vaak gebruikt bij de productie van kleine tot middelgrote metalen onderdelen voor verschillende industrieën.
Zodra de schaalvorm is gemaakt, wordt deze uit het patroon verwijderd en met andere schaalvormen samengevoegd om een volledige vormholte te vormen. Gesmolten metaal wordt vervolgens in de holte gegoten en zodra het stolt, wordt de schaalvorm weggebroken om het uiteindelijke metalen gietstuk zichtbaar te maken.
Schelpenzandgieten staat bekend om zijn hoge maatnauwkeurigheid, goede oppervlakteafwerking en het vermogen om complexe vormen te produceren. Het wordt vaak gebruikt bij de productie van kleine tot middelgrote metalen onderdelen voor verschillende industrieën.

Veelgebruikte grijze ijzersoorten
| Grijs ijzer | Muur dikte/mm |
C | En | Mn | P≤ | S≤ |
| HT150 | <30 | 3,3-3,5 | 2,0-2,4 | 0,5-0,8 | 0,2 | 0,12 |
| 30-50 | 3,2-3,5 | 1,9-2,3 | 0,5-0,8 | 0,2 | 0,12 | |
| >50 | 3,2-3,5 | 1,8-2,2 | 0,6-0,9 | 0,2 | 0,12 | |
| HT200 | <30 | 3,2-3,5 | 1,6-2,0 | 0,7-0,9 | 0,15 | 0,12 |
| 30-50 | 3.1-3.4 | 1,5-1,8 | 0,8-1,0 | 0,15 | 0,12 | |
| >50 | 3,0-3,3 | 1,4-1,6 | 0,8-1,0 | 0,15 | 0,12 | |
| HT250 | <30 | 3,0-3,3 | 1,4-1,7 | 0,8-1,0 | 0,15 | 0,12 |
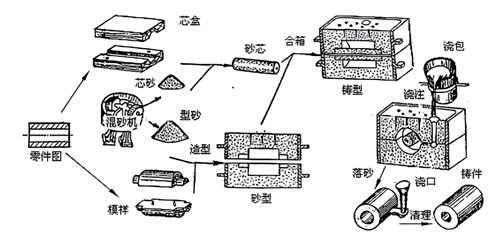
Patrooncreatie: er wordt een patroon van het gewenste onderdeel gemaakt met behulp van metaal, hout of plastic. Dit patroon is een replica van het laatste onderdeel en wordt gebruikt om de malholte te maken.
Voorbereiding van de schaalvorm: het patroon wordt verwarmd tot een specifieke temperatuur en vervolgens wordt er een mengsel van met hars bedekt zand overheen gegoten. Het met hars bedekte zand hecht zich aan het patroon, waardoor een dunne schil ontstaat. Dit proces wordt herhaald om de gewenste schaaldikte te bereiken.
Verwijdering van de schaalvorm: Zodra de schaalvorm is gevormd en de hars is uitgehard, wordt deze uit het patroon verwijderd. Het patroon kan worden hergebruikt om extra schaalmallen te maken.
Assemblage van schaalvormen: Meerdere schaalvormen worden geassembleerd om een volledige vormholte te vormen. De mallen zijn stevig met elkaar verbonden om ervoor te zorgen dat ze bestand zijn tegen het gieten van gesmolten metaal.
Gieten: De geassembleerde schaalvorm wordt veilig in een kolf geplaatst en gesmolten metaal wordt in de holte gegoten. Het metaal vult de holte en neemt de vorm aan van het patroon.
Afkoelen en stollen: Het gesmolten metaal koelt af en stolt in de vormholte van de schaal, waarbij het de vorm van het patroon aanneemt.
Verwijdering van de schaal: Zodra het metaal is gestold, wordt de schaalvorm losgebroken van het metalen gietstuk. Het gietstuk wordt vervolgens gereinigd en afgewerkt om aan de vereiste specificaties te voldoen.
Het zandgietproces in de schaalvorm staat bekend om zijn vermogen om ingewikkelde en gedetailleerde gietstukken te produceren met een hoge maatnauwkeurigheid en een gladde oppervlakteafwerking.

Warmtebehandeling van het gieten van zand in schelpvormen
In de context van zandgieten in schaalvormen wordt doorgaans geen warmtebehandeling op de gietstukken zelf toegepast. Dit komt omdat het zandgietproces van de schaalvorm is ontworpen om gietstukken te produceren met een goede maatnauwkeurigheid en oppervlakteafwerking zonder de noodzaak van een daaropvolgende warmtebehandeling.
In sommige gevallen kan echter een warmtebehandeling nodig zijn voor specifieke materialen of om bepaalde mechanische eigenschappen te bereiken. Als warmtebehandeling noodzakelijk is, wordt deze doorgaans uitgevoerd nadat het gietproces is voltooid. Het specifieke warmtebehandelingsproces zal afhangen van het gebruikte materiaal en de gewenste eigenschappen van het uiteindelijke gietstuk.
Common heat treatment processes for metal castings include annealing, normalizing, quenching, tempering, and stress relieving. These processes are designed to alter the microstructure of the metal, improve its mechanical properties, and relieve internal stresses.
Het is belangrijk op te merken dat de beslissing om warmtebehandeling toe te passen op zandgietstukken in schaalvorm genomen moet worden in overleg met materialen en gietingenieurs, rekening houdend met de specifieke vereisten van de toepassing en de eigenschappen die nodig zijn voor het eindproduct.
Bewerkingsmogelijkheden van Shell Mold Sand Casting
Zandgieten in schaalvorm biedt over het algemeen goede bewerkingsmogelijkheden. Het proces staat bekend om het produceren van gietstukken met een hoge maatnauwkeurigheid en een gladde oppervlakteafwerking, wat gunstig is voor daaropvolgende bewerkingen.
Nadat het zandgietproces van de schaalvorm is voltooid en het metaal is gestold, kan het resulterende gietstuk machinaal worden bewerkt om nauwe toleranties, specifieke oppervlakteafwerkingen en ingewikkelde kenmerken te bereiken. Veel voorkomende bewerkingen voor zandgietstukken in schaalvormen zijn frezen, boren, draaien, slijpen en tappen.
Het is belangrijk op te merken dat de bewerkbaarheid van een zandgietwerk in een schaalvorm afhangt van factoren zoals het materiaal dat wordt gegoten, de complexiteit van de onderdeelgeometrie en de specifieke vereisten van het eindproduct. Bovendien zullen het ontwerp van het gietstuk en de selectie van geschikte bewerkingsgereedschappen en -technieken de algehele bewerkingscapaciteit beïnvloeden.
Over het algemeen wordt zandgieten in schaalvormen vaak gekozen vanwege het vermogen om gietstukken te produceren die bevorderlijk zijn voor daaropvolgende bewerkingsprocessen, waardoor het een veelzijdige optie is voor het produceren van complexe metalen onderdelen met nauwe toleranties en hoogwaardige oppervlakteafwerkingen.

Toepassing van schelpvormzandgieten
Schelpzandgieten wordt in een grote verscheidenheid aan industrieën en toepassingen gebruikt vanwege het vermogen om hoogwaardige, complexe metalen onderdelen te produceren met een goede maatnauwkeurigheid en oppervlakteafwerking. Enkele veel voorkomende toepassingen voor schelpzandgieten zijn onder meer:
Auto-industrie: Shell-zandgieten wordt gebruikt om verschillende auto-onderdelen te produceren, zoals motoronderdelen, transmissieonderdelen, structurele onderdelen, enz. Het proces wordt gewaardeerd vanwege zijn vermogen om complexe vormen te creëren en nauwe toleranties te handhaven.
Lucht- en ruimtevaartindustrie: Kritieke lucht- en ruimtevaartcomponenten, waaronder turbinebladen, behuizingen en structurele onderdelen, worden vaak vervaardigd met behulp van schaalzandgieten, omdat het proces in staat is onderdelen met hoge sterkte en hoge precisie te produceren.
Pomp- en klepproductie: Shell-zandgieten wordt gebruikt voor de productie van pomphuizen, kleplichamen en andere componenten van vloeistofbehandelingssystemen. Het vermogen van het proces om complexe interne kenmerken te creëren en de maatnauwkeurigheid te behouden, is een zegen voor de industrie.
Industriële machines: Veel componenten van industriële machines, zoals tandwielen, behuizingen en beugels, worden vervaardigd met behulp van schaalzandgieten vanwege het vermogen om onderdelen te produceren met een goede oppervlakteafwerking en mechanische eigenschappen.
Energiesector: Componenten voor apparatuur voor energieopwekking, waaronder turbinecomponenten, warmtewisselaars en andere kritische componenten, worden vaak geproduceerd met behulp van schaalzandgieten vanwege het vermogen van het proces om complexe vormen te creëren en een hoogwaardige oppervlakteafwerking te behouden.
Algemene techniek: Shell-zandgieten wordt veel gebruikt in algemene technische toepassingen om een verscheidenheid aan componenten te produceren, waaronder beugels, accessoires en andere op maat gemaakte onderdelen die hoge precisie en goede mechanische eigenschappen vereisen.
Over het algemeen is schaalzandgieten geschikt voor een verscheidenheid aan toepassingen die complexe metalen onderdelen vereisen met een hoge maatnauwkeurigheid, een goede oppervlakteafwerking en uitstekende mechanische eigenschappen.
Welk materiaal kan worden gegoten in zandgieten
Zandgieten is een veelzijdig proces waarmee een breed scala aan materialen kan worden gegoten, waaronder verschillende soorten ijzer en andere metalen. Enkele van de materialen die kunnen worden gegoten met zandgieten, inclusief de specifieke ijzersoorten die u noemde, zijn:
Grijs ijzer: Grijs ijzer, ook wel grijs gietijzer genoemd, is een veelgebruikt materiaal voor zandgieten. Het biedt een goede bewerkbaarheid, dempingsvermogen en thermische geleidbaarheid, waardoor het geschikt is voor een breed scala aan toepassingen.
Nodulair gietijzer: Nodulair gietijzer, ook wel nodulair of sferoïdaal grafietijzer genoemd, is een ander materiaal dat gewoonlijk wordt gegoten met behulp van zandgieten. Het heeft een hoge sterkte, goede ductiliteit en slijtvastheid, waardoor het geschikt is voor componenten die aan zware belastingen worden blootgesteld.
Gelegeerd gietijzer: Zandgieten kan worden gebruikt om verschillende gelegeerde ijzers te gieten, zoals hooggelegeerde gietijzers die elementen bevatten zoals chroom, molybdeen, nikkel of koper. Deze legeringen kunnen verbeterde eigenschappen bieden, zoals corrosieweerstand, sterkte bij hoge temperaturen of verbeterde slijtage-eigenschappen.
Hittebestendig gietijzer: Bepaalde hittebestendige gietijzers, zoals die met een hoog gehalte aan silicium en nikkel, kunnen worden gegoten met behulp van zandgieten. Deze materialen zijn ontworpen om hoge temperaturen te weerstaan en worden gebruikt in toepassingen zoals ovencomponenten, uitlaatspruitstukken en andere omgevingen met hoge temperaturen.
Gietijzer met hoge sterkte: Zandgieten kan ook worden gebruikt om gietijzer met hoge sterkte te produceren, inclusief gietijzer met hogere treksterkte en vloeigrens. Deze materialen zijn geschikt voor toepassingen die superieure mechanische eigenschappen vereisen.
Naast materialen op ijzerbasis kan zandgieten ook worden gebruikt voor het gieten van een breed scala aan non-ferrometalen, zoals aluminium, koper, messing en verschillende legeringen. De veelzijdigheid van zandgieten maakt het een populaire keuze voor het produceren van een breed scala aan componenten in verschillende industrieën.
- View as

Nodulair gietijzeren schaalvormzandgieten
Als een professionele fabrikant van nodulair gietijzeren schaalvormzandgieten van hoge kwaliteit, kunt u er zeker van zijn dat u nodulair gietijzeren schaalvormzandgietwerk in onze fabriek koopt en wij zullen u de beste after-sales service en tijdige levering aanbieden. Nodulair gietijzeren schaalvormzandgieten is een gieterijproces dat wordt gebruikt om gietijzeren gietstukken met hoge nauwkeurigheid en precisie te produceren. Het proces omvat het gebruik van een vooraf gecoat patroon om een zandmal te creëren met een holte in de gewenste vorm van het onderdeel. De zandvorm wordt vervolgens gevuld met gesmolten nodulair gietijzer, dat men laat afkoelen en stollen, waarbij het de vorm van de vorm aanneemt.

IJzeren schaalvormzandgieten
Het volgende is de introductie van hoogwaardig Iron Shell Mold Sand Casting, in de hoop u te helpen Iron Shell Mold Sand Casting beter te begrijpen. Welkom nieuwe en oude klanten om met ons te blijven samenwerken om een betere toekomst te creëren! Iron Shell Mold Sand Casting is een gieterijproces dat wordt gebruikt om ijzeren gietstukken te vervaardigen met behulp van een zandvorm die wordt gecreëerd door warmte toe te passen op een voorgecoat patroon. Dit proces is vergelijkbaar met Carbon Steel Shell Mold Sand Casting, maar in plaats van koolstofstaal te gebruiken, wordt gietijzer gebruikt.

Koolstofstaal schaalvorm zandgieten
Als professionele fabrikant willen wij u Carbon Steel Shell Mold Sand Casting aanbieden. En wij bieden u de beste after-sales service en tijdige levering. Zandgieten van koolstofstalen schaalvormen is een nauwkeurig productieproces waarbij zand- en harsvormen worden gebruikt om complexe metalen onderdelen te creëren. Net als bij het zandgieten van de schaal van roestvrij staal of gelegeerd staal, wordt bij het zandgieten van de schaal van koolstofstaal koolstofstaal als het primaire materiaal gebruikt.

Gelegeerd staal Shell mal zandgieten
U kunt er zeker van zijn dat u gelegeerd stalen schaalvormzandgietwerk in onze fabriek koopt en wij zullen u de beste after-sales service en tijdige levering bieden. Zandgieten van gelegeerde stalen schaalvorm is een precisieproductieproces waarbij zand- en harsvormen worden gebruikt om complexe vormen te creëren metalen onderdelen van gelegeerd staal. Het proces is vergelijkbaar met zandgieten van roestvrij staal, maar in dit geval wordt gelegeerd staal gebruikt in plaats van roestvrij staal

Roestvrij stalen schaalvormzandgieten
Keming Machinery is een professionele fabrikant en leverancier van China RVS Shell Mold Zandgieten, als u op zoek bent naar de beste RVS Shell Mold Zandgieten met een lage prijs, neem dan nu contact met ons op! Roestvrijstalen schaal zandgieten is een productieproces dat wordt gebruikt om complexe metalen onderdelen te creëren met een hoge mate van precisie en nauwkeurigheid. Bij dit proces wordt een holte of "schaal" gevormd in een mal gemaakt van zand en hars. De schaal wordt vervolgens gevuld met gesmolten roestvrij staal, dat stolt en de vorm van de holte aanneemt.

Stalen schaalvorm zandgieten
Hoge kwaliteit Steel Shell Mold Sand Casting wordt aangeboden door de Chinese fabrikant Keming Machinery. Koop stalen schaalvormzandgieten die direct van hoge kwaliteit is tegen een lage prijs. Zandgieten met stalen schaalvorm verwijst naar een soort zandgietwerk waarbij gebruik wordt gemaakt van een voorgevormde mal gemaakt van een dunne schaal van staal of ander metaalachtig materiaal. Bij dit proces wordt de mal gemaakt met behulp van een patroon van metaal, hout of plastic, dat in een met hars bedekt zandmengsel wordt gedrukt. De mal wordt vervolgens bedekt met een dunne laag staal, doorgaans variërend van 2 tot 6 mm dik, waardoor de mal extra stevigheid krijgt.
Keming is een toonaangevende, in China gevestigde fabrikant, leverancier en fabriek, gespecialiseerd in op maat gemaakte Shell-vormzandgieten. Alle Shell-vormzandgieten zijn van uitzonderlijke kwaliteit en gemaakt in China.